真空压铸利用真空吸引将模具型腔内的不良气体排出。
当压铸机冲头将金属溶汤高速推入模具型腔时,型腔内压力迅速升高。
真空系统通过模具上方的真空阀将型腔内的不良气体迅速排出。
利用真空压铸排出不良气体是一种效率最高的排气方法。
造成压铸产品不良的一个基本原因就是断热压缩现象。存在于金属溶汤与模具之间的不良气体在断热压缩现象的影响下温度急剧升高导致在产品外部形成粘模,而在产品内部易形成气孔。
如果可以将断热压缩影响降低,以下产品品质将得到极大改善。


真空方案探讨用资料
关于使用本公司真空系统提高产品品质提案
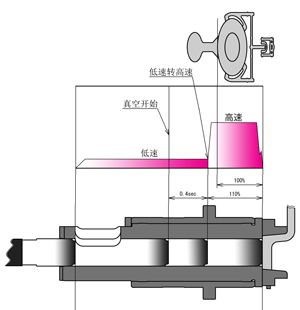
真空压铸铸造条件设置
由于真空压铸成功与否受铸造方案的影响较大,如进行普通压铸时的高速区间为100%时,真空压铸的高速区间为110%。
真空吸引开始时机为低速转高速前0.4秒开始。