1.安装至模具时注意事项
| No | 确认项目 | 确认事项 |
|---|---|---|
| 1-1 | 真空阀分型面确认 | 真空阀分型面高于模具分型面约0.03~0.04 |
| 1-2 | 分流子套筒的周围 | 良好 |
2.铸造前确认
| No | 确认项目 | 确认事项 |
|---|---|---|
| 2-1 | 脱模剂喷涂位置及时间 | 请确保脱模剂向固定本体侧的活塞及真空阀喷涂1秒以上。 |
| 2-2 | 真空吸引路 | 请确保真空吸引软管连接紧密。 |
| 2-3 | 阀保护空气路 | 请确保阀保护空气导管连接紧密,在压铸机的低速及高速铸造模式下可持续供给空气。 |
3.铸造时确认
| No | 确认项目 | 确认事项 |
|---|---|---|
| 3-1 | 阀保护空气 | 在压铸机的低速及高速铸造模式下持续供给空气,当切换至高速增压模式后请确认该空气供给是否停止。切换至高速增压模式后请注意是否有残压。 注:如果手动使用此功能请特别留意。 |
| 3-2 | 冲头润滑剂的燃烧状态 | 注入金属溶汤时是否有少量润滑剂燃烧(烟少量)。 |
| 3-3 | 真空阀周围是否有漏气 | 铸造时在真空阀分型面附近是否有空气被吸入(产品推出后,是否出现毛刺)。 |
| 3-4 | 真空阀动作 | 模具打开时,真空阀是否同时被推出
注:如推出时机略有迟延则可能已经发生堵塞。 |
| 3-5 | 真空吸引动作 | 是否可以看到真空软管内的白烟(参考:进行真空吸引时,真空软管会有不同程度的收缩)。 |
| 3-6 | 真空吸引开始时机 | 真空吸引动作要早于听到压铸机的射出音。 |
4.铸造品外观
| No | 确 认 项 目 | 确 认 事 项 |
|---|---|---|
| 4-1 | 真空阀排气沟外观 | 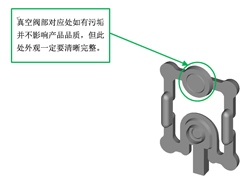 |
| 4-2 | 外观确认(全体) | 真空吸引影响可见。 |
5.其它
| No | 确 认 项 目 | 确 认 事 项 |
|---|---|---|
| 5-1 | 模具温度 | 120℃以上 |
6.铸造条件
| No | 确认项目 | 确认事项 |
|---|---|---|
| 6-1 | 真空吸引开始时机 参考:低速转高速0.4秒前开始 ※参考右图 |
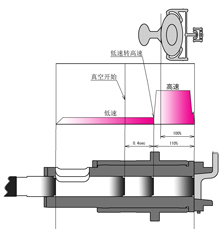 |