1.金型取付の確認
| No | 確 認 項 目 | 確 認 事 項 |
|---|---|---|
| 1-1 | バルブPL面の確認 | バルブPL面が金型のPL面より、凸0.03~0.04 |
| 1-2 | 分流子のスリーブの当たり | 良好の事 |
2.鋳造前の確認
| No | 確 認 項 目 | 確 認 事 項 |
|---|---|---|
| 2-1 | 離型剤スプレーの場所及び時間 | 固定側のピストン部とバルブ部に1sec以上確実に塗布している |
| 2-2 | 真空吸引ライン | 確実にホースが接続されている事 |
| 2-3 | バルブ保護エアーライン | バルブ保護エアー供給用チューブが接続され、低速・高速時にエアーが供給できるようになっている事。 |
3.鋳造時の確認
| No | 確 認 項 目 | 確 認 事 項 |
|---|---|---|
| 3-1 | バルブ保護エアー | 低速・高速時にエアーが供給され、高速増圧時にはエアーが停止しているか確認。高速増圧に切替えた時に残圧が残っていないか。 注:コック等で手動制御している場合は特に注意が必要 |
| 3-2 | チップ潤滑の燃焼状態 | 注湯時にチップ潤滑の燃焼が少ないか(煙が少ない)。 |
| 3-3 | バルブ周辺のガス漏れ | 鋳造時にバルブPL面よりガスの抜けが少ないか(バリが出てないか)。 |
| 3-4 | バルブ動作 | 型開き時にバルブが同時に開くのが良好状態 注:少しでも遅いとつまり始めている可能性あり。 |
| 3-5 | 真空吸引動作 | ホースにガスが吸引されるか(参考:少し吸引の音がしてホースが縮む)。 |
| 3-6 | 真空吸引タイミング | 真空吸引動作が射出音より早いか。 |
4.鋳造品の外観
| No | 確 認 項 目 | 確 認 事 項 |
|---|---|---|
| 4-1 | バルブ排気溝の外観 | 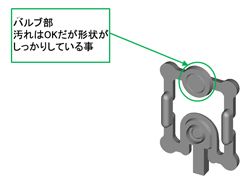 |
| 4-2 | 外観確認(全体) | 真空吸引の影響を見つける。 |
5.その他
| No | 確 認 項 目 | 確 認 事 項 |
|---|---|---|
| 5-1 | 金型温度 | 120℃以上 |
6.鋳造条件
| No | 確 認 項 目 | 確 認 事 項 |
|---|---|---|
| 6-1 | 真空吸引開始のタイミング 参考:高切り前0.4secが良い ※右図参考 |
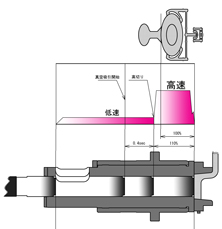 |