1.Confirmation of mold installation
| No | Confirmation subject | Content |
|---|---|---|
| 1-1 | Confirmation of valve PL surface | PL surface of valve is higher than PL surface of mold about 0.03~0.04. |
| 1-2 | Hit on Bunryukoʼs sleeve | Performance is good. |
2.Confirmation before production
| No | Confirmation subject | Content |
|---|---|---|
| 2-1 | Lubricant spray spot and time | Please make sure piston and valve of fixed side is sprayed more than 1sec. |
| 2-2 | Vacuum suction line | Please make sure hose is connected firmly. |
| 2-3 | Valve protection air line | Please make sure valve protection air is supplied during low and high speed die casting. |
3.Confirmation during production
| No | Confirmation subject | Content |
|---|---|---|
| 3-1 | Valve protection air | During low speed ・high speed die casting valve protection air should be supplied. After intensified pressure signal is accept, this function stop supplying air.
Note:If this function is ON by manual operation, |
| 3-2 | Burning state of chip lubricant | During molten metal fill , whether lubricant burning is much or not(Smoke is little). |
| 3-3 | Clearance of valve | Whether there is clearance between valve PL surface. (Please check whether there is burring or not). |
| 3-4 | Valve action | When mold is opened, valve is opened at the same time.
Note:If valve opens a little slower, the possibility of clogging risk is high. |
| 3-5 | Vacuum suction action | Whether you can see white gas inside hose running (Reference:During vacuum suction, vacuum hose is shrink a little ). |
| 3-6 | Vacuum suction timing | Whether vacuum suction action is earlier than injection sound can be heard. |
4.Appearance
| No | Confirmation subject | Content |
|---|---|---|
| 4-1 | Appearance of valve exhaust groove | 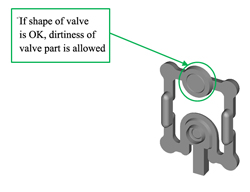 |
| 4-2 | Appearance confirmation(Whole) | Influence of vacuum suction can be checked |
5.Others
| No | Confirmation subject | Content |
|---|---|---|
| 5-1 | Mold temperature | Above 120℃ |
6.Die casting condition
| No | Confirmation subject | Content |
|---|---|---|
| 6-1 | Reference: 0.4sec before low speed changes to high speed die casting ※Please refer to right picture |
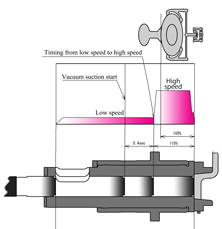 |